Neste artigo
O que é uma tampa torta (cocked closure)
Uma tampa torta, também chamada de cocked closure em literatura técnica, é uma tampa plástica que foi aplicada inclinada sobre o finish da garrafa, em vez de assentar perpendicular à boca. O resultado é praticamente sempre o mesmo: vazamento. Em produtos carbonatados, soma-se a perda de CO₂; em líquidos viscosos, a sujeira no exterior da embalagem. Em todos os casos, é um defeito que chega ao consumidor — e que costuma virar reclamação no SAC.
A causa raiz quase nunca é a tampa em si. Na grande maioria dos casos, o problema está em regulagem incorreta do equipamento: cabeçote rosqueador desalinhado, estrela central fora de sincronia, carga vertical errada, torre alta ou baixa. Por isso vale a regra de ouro do envase: antes de mudar de lote, audite a máquina.
Como diagnosticar: olhe para a deformação dos filetes
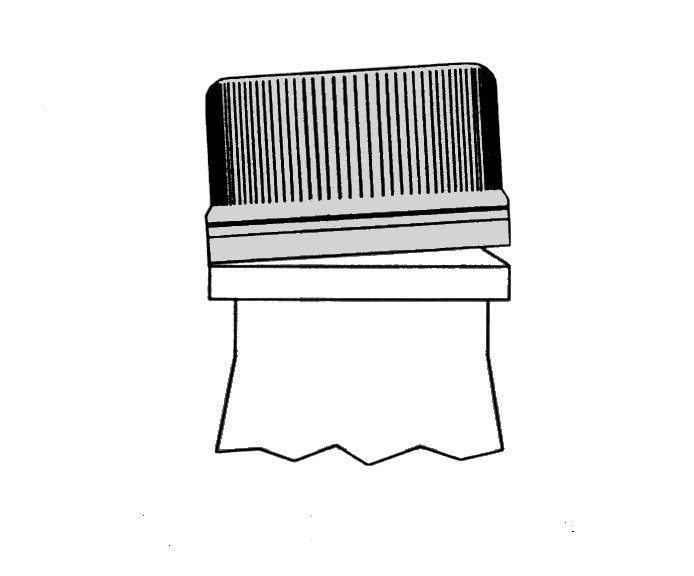
O diagnóstico de tampa torta tem um sinal visual claro: os filetes da rosca. Pegue uma amostra do problema e observe a direção da deformação:
- Filetes deformados em direção ao liner (material de vedação): a tampa estava inclinada no momento da aplicação. Confirma tampa torta.
- Arranhões do mandril no raio superior da tampa: outro indicativo claro de inclinação durante o rosqueamento.
- Filetes deformados em direção aos lacres (banda de evidência): nesse caso o problema não é tampa torta — é força excessiva de aplicação. A causa raiz é outra, mas vale registrar pra não tratar o sintoma errado.
Outra precaução fundamental: anote o número do cabeçote ao recolher a amostra. Se o defeito aparece sempre no mesmo cabeçote, o problema é mecânico naquele cabeçote específico. Se aparece em vários, suspeite primeiro da qualidade do lote de tampas ou de garrafas antes de mexer no equipamento.
Possíveis causas — Tampa
Antes de qualquer ajuste mecânico, descarte a hipótese de lote ruim:
| Item | Causa | Solução |
|---|---|---|
| 1.1.1 | Tampa fora de dimensões. | Mudar o lote de tampas e acionar a assistência técnica do fornecedor para análise. |
| 1.1.2 | Tampa deformada (rosca danificada ou filetes perdidos). | Mudar o lote e acionar a assistência técnica para análise. |
Possíveis causas — Garrafa
O finish da garrafa (a região rosqueada que recebe a tampa) é tão crítico quanto a tampa em si. Pequenos desvios geram tampa torta em série:
| Item | Causa | Solução |
|---|---|---|
| 1.2.1 | Finish desalinhado. | Inspecionar as garrafas buscando falta de perpendicularidade ou finish descentralizado em relação ao corpo. |
| 1.2.2 | Excesso dimensional no finish. | Verificar com o calibre "passa / não passa" específico para o finish em uso. Contatar o fornecedor. |
| 1.2.3 | Finish deformado. | Inspecionar buscando excesso de material, deformações ou roscas danificadas. |
Possíveis causas — Encapsulador
Aqui está a lista longa — e a mais provável de conter a causa raiz. São 17 itens de regulagem do equipamento que podem gerar tampa torta, separados por tipo de sistema (C.I.H. ou Pick-Off):
| Item | Causa | Solução |
|---|---|---|
| 1.3.1 | Mistura ou uso incorreto de peças na troca de formato. | Garantir que todas as peças correspondem à garrafa atualmente em uso. |
| 1.3.2 | Estrela central mal regulada. | Revisar a sincronização da estrela central em relação aos cabeçotes. Posicionar a garrafa diretamente embaixo do cabeçote, confirmar altura correta e folga igual em cada lado. |
| 1.3.3 | Guia traseira mal ajustada. | A guia traseira sustenta a garrafa no alojamento da estrela central. Deve estar de 1 a 1,5 mm abaixo dos insertos anti-rotação. |
| 1.3.4 | Carga vertical excessiva. | Ajustar a carga vertical dos cabeçotes para a faixa de 20 a 40 lb. |
| 1.3.5 | Torre muito alta ou baixa. | Posicionar uma garrafa com tampa rosqueada à mão na parte posterior do encapsulador. Para Magna Torq, a linha de referência do cabeçote magnético deve coincidir com a borda superior do alojamento. Para outros cabeçotes, conferir compressão de 5 mm ou consultar o manual. |
| 1.3.6 | Folga radial excessiva no cabeçote. | Verificar a condição do cubo, chaveta e alojamento do cabeçote. Substituir o que for necessário. |
| 1.3.7 | Torque estático muito alto nos cabeçotes. | Ajustar o torque estático para a janela correta de 10 ± 2 in.lb. |
| 1.3.8 | Folga radial excessiva no eixo do spindle. | Verificar a condição do rolamento central e da bucha. |
| 1.3.9 | Corpos estranhos no mandril. | Verificar o mandril e remover lacres presos ou resíduos. Investigar a causa raiz da tampa invertida que originou o resíduo. |
| 1.3.10 | Mandril incorreto ou ranhuras danificadas. | Confirmar se os mandris em uso são os corretos e se as ranhuras não estão excessivamente gastas. Em caso de suspeita, instale o mandril em outro cabeçote para ver se o defeito o acompanha. |
| 1.3.11 (C.I.H.) | Mola do pino extrator de tampas danificada, quebrada ou faltando. | Confirmar que o pino extrator não está mais baixo que o normal acima da estrela de alimentação. Verificar mola e substituir conforme necessário. |
| 1.3.12 (C.I.H.) | Anel O-ring do mandril danificado ou esferas de retenção presas. | Verificar se as esferas se movem livremente e se os O-rings estão íntegros. Substituir caso necessário. |
| 1.3.13 (P.O.) | Pressão de ar do lançador muito alta ou baixa. | Ajustar a pressão de ar para posicionar corretamente a tampa nos braços do lançador. |
| 1.3.14 (C.I.H.) | Folga do prato de transferência incorreta. | Revisar a folga entre o prato e a tampa. Para equipamentos CSI com came PCO, a folga deve ser de 1 a 1,5 mm. O cabeçote não pode pressionar o lacre contra o prato. Adicionar calços na fixação se necessário. |
| 1.3.15 (P.O.) | Lançador de tampas mal ajustado. | Inspecionar se está alto ou desalinhado. A abertura dos braços deve ser de aproximadamente 25,4 mm. Conferir centralização em relação à embalagem. |
| 1.3.16 (P.O.) | Força excessiva no braço serrilhado do pré-torque. | Substituir a mola por outra de menor tensão. |
| 1.3.17 (P.O.) | Pré-torque mal ajustado. | Reinstalar o pré-torque na altura correta — o braço serrilhado deve engrenar na metade da altura da tampa. Conferir que o raio de curvatura do braço está na trajetória da embalagem. |
Critério prático: quando agir
Se a falha aparece mais do que 1 vez em 10.000 aplicações, é hora de parar e corrigir. Abaixo desse limite, monitore. Acima, atue antes que vire reclamação no SAC ou recall.
Esse critério vale como guideline geral. Em produtos sensíveis (carbonatados, farmacêuticos, alimentos refrigerados), o limite tende a ser ainda mais apertado. Cliente final descobre tampa torta no primeiro gole — e dificilmente esquece.
C.I.H. vs Pick-Off — adapte o diagnóstico ao seu equipamento
Os dois sistemas de encapsulamento dominantes no mercado são o Cap In Head (C.I.H.) e o Pick-Off (P.O.). Eles diferem na forma como a tampa é transferida e pré-torqueada antes do rosqueamento final:
- C.I.H. (Cap In Head): a tampa entra direto no cabeçote, sustentada por um anel de esferas com O-ring. Causas exclusivas: prato de transferência (1.3.14), esferas/O-ring (1.3.12), mola do pino extrator (1.3.11).
- Pick-Off (P.O.): a tampa passa por um lançador externo com pré-torque antes do cabeçote. Causas exclusivas: pressão de ar do lançador (1.3.13), ajuste do lançador (1.3.15), força do braço serrilhado (1.3.16), pré-torque (1.3.17).
Itens 1.3.1 a 1.3.10 valem para ambos. Saber qual sistema você opera economiza horas de diagnóstico em causas que não se aplicam.
Próximo passo: baixe o guia completo
Tampa torta é apenas uma das 13 falhas mais comuns em encapsulamento. As outras 12 — lacre quebrado, smiley band, tampa sem lacre, tampa trincada, tampa alta, tampa sub-aplicada, vazamento de CO₂, tampas travando na calha, tampas invertidas, tampas saindo do lançador, garrafas sem tampa e lacres que não funcionam — todas têm o mesmo padrão de diagnóstico cruzando tampa, garrafa e encapsulador.
O guia técnico completo da Gromar reúne as 13 falhas, com tabelas, fotos e soluções práticas. É gratuito e foi escrito por quem está há quase 4 décadas dentro de fábricas de envase no Brasil.
Guia de Problemas na Aplicação de Tampas
13 falhas mais comuns em encapsuladoras — diagnóstico, causa raiz e correção. Material técnico gratuito.
Baixar guia completo →